手工焊,又称焊条手弧焊、手工电弧焊,在焊接过程中用电弧产生的热量来融化焊条,手弧焊操作简单,对空间、位置、接头的要求低,以下介绍了焊条直径和焊接电流的选择要求,下面具体来看下。
手工焊机的入门知识
1、什么是手工焊
手工焊也叫焊条手弧焊、手工电弧焊,用电弧产生的热量来融化焊条,填充焊件的一种手工操作的焊接方法。
2、手工焊机的操作方法
手弧焊操作简单,对空间、位置、接头的要求低,也是当前应用最广泛的焊接方法。
电弧引燃一般用接触引弧的方法,灭弧用拉断电弧的方法,空载电压高更易燃弧。
3、电焊条
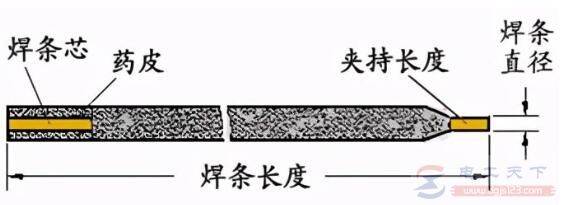
焊条由金属的焊条芯和药皮所组成,焊条芯既是焊接时的电极,还是填充焊缝的金属。药皮由矿石粉、铁合金粉和水玻璃等配制而成,粘涂在焊条芯的外面。药皮的作用是使电弧容易引燃并稳定燃烧,保护熔池内金属不被氧化,以及补充被烧损的合金元素,提高焊缝的力学性能。
A.酸性焊条:厚钢板采用直流正接(工件接正极)可以获得较大熔深,薄钢板采用直流反接(工件接负极)可以防烧穿或者采用交流;
B.碱性焊条:用于重要结构,采用直流反接(工件接负极) ,可以减少飞溅、气孔,并能使电弧稳定;
C.纤维素焊条:电弧熔深大、穿透性强,单面焊双面成形好,用于根部打底焊,采用直流反接(工件接负极) ,可以减少飞溅、气孔。
4、焊条直径和焊接电流的选择
焊条直径和焊接电流的大小是影响焊接质量和生产率的重要因素,焊条直径以焊条芯的直径表示,常用的焊条芯的直径为3.2~6mm,长度为300~450mm 。
焊条直径d取决于工件厚度、接头型式和焊缝在空间的位置,一般按工件厚度选取,如平焊低碳钢时,焊条直径可以按下表选取。

焊接电流按焊条直径选取,在平焊低碳钢时可以按经验公式计算:I=(10~12)×D²
工件厚、焊工技术水平高、野外操作,宜取大值。另外,在相同的条件下,立焊比平焊的电流要减少10~15% ,仰焊则应减少15~20% 。
说明:插座引脚排列标准为:以面对插簧,最右侧为1号脚,依次排序。