钨极氩弧焊,简称TIG焊,就是以氩气作为保护气体,钨极作为不熔化极,借助钨电极与焊件之间产生的电弧,加热熔化母材(同时添加焊丝也被熔化)实现焊接的方法。氩气用于保护焊缝金属和钨电极熔池,在电加热区域不被空气氧化。
一、钨极氩弧焊的优点
1、可以焊接除熔点非常低的铝锡外的绝大多数的金属和合金。
2、交流弧焊能焊接化学性质比较活泼和易形成氧化膜及铝镁合金。
3、焊接时无焊渣、无飞溅。可以进行全方位焊接,用脉冲氩弧焊可减小热输入,适宜焊0.1mm不锈钢。
4、电弧温度高、热输入小、热影响面小、焊接变形小。
5、填充金属和添加量不受焊接电流的影响。
二、钨极氩弧焊的焊接方法
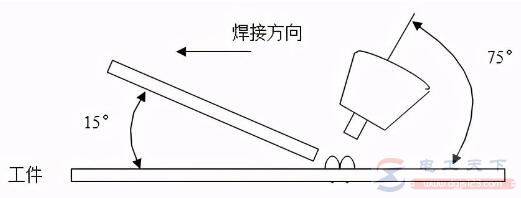
1、起弧焊接
把焊枪的钨极端部对准焊缝起焊点,钨极与工件之间距离为1-3mm按下焊开关,提前送气,高频放电,焊枪保持70°-80°倾角,焊丝倾角为11°-20°焊枪作直线匀速移动,在移动过程中观察熔池,焊丝的送进速度与焊接速度要匹配,焊丝不能与钨极接触,以免烧坏钨极,焊枪。同时根据焊缝金属颜色,判定氩气保护效果的好坏。
2、收弧
在焊接结束时,焊缝终端要多添加些焊丝金属以填满弧坑。熄灭电弧后,在熄弧处多停留一段时间,使焊缝终端得到充分氩气保护,以防止氧化。