有关元器件焊接常用焊接工具与焊接材料的知识,常用的手工焊接工具主要是电烙铁,包括焊料与助焊剂的分类与使用方法,锡铅不同比例混合所对应的熔点,感兴趣的朋友参考下。
元器件焊接工具与材料
1、电烙铁
电烙铁是手工施焊的主要工具,选择合适的烙铁,合理地使用它,是保证焊接质量的基础。
根据功率的高低,烙铁可以分为30W、50W、…、1000W等;按功能分,又有普通型、恒温型、调温型等。实验室中最常使用的是35W内热式电烙铁。
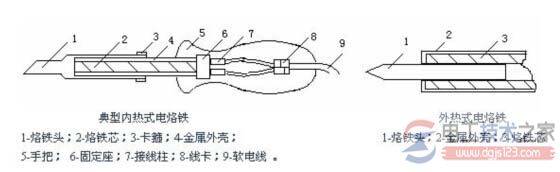
图1 电烙铁的结构
电烙铁的结构如图1。
主要部分:
1)发热元件,发热元件是电烙铁中的能量转换部分,俗称烙铁芯。它是将镍铬发热电阻丝缠在云母、陶瓷等耐热、绝缘材料上构成的。
内热式与外热式主要区别在于外热式发热元件在传热体的外部,而内热式的发热元件在传热体的内部,也就是烙铁芯在内部发热。显然,内热式能量转换效率更高。因而,同样温度的烙铁内热式体积、重量都小于外热式。
2)烙铁头,作为能量存储和传递的烙铁头,—般用紫铜制成。在使用中,因高温氧化和焊剂腐蚀会变得凸凹不平,需经常清理和修整。
3)手柄,一般用木料或胶木制成,设计不良的手柄,温升过高会影响操作。
4)接线柱,这是发热元件同电源线的连接处。一船烙铁有三个接线柱,其中一个是接金属外壳的,接线时应用三芯线将外壳接保护零线。
2、焊料和助焊剂
焊料是易熔金属,熔点应低于被焊金属。焊料熔化时,在被焊金属表面形成合金而与被焊金属连接到一起。
焊料按成分分类,有锡铅焊料、银焊料、铜焊料等。在一般电子产品装配中,主要使用锡铅焊料,俗称为焊锡。
锡(Sn)是一种质软低熔点金属,熔点为232℃。在高于132℃时是银白色,低于13.2℃时呈灰色,低于—40℃变成粉末。
常温下锡的抗氧化性强,并且容易同多数金属形成金属化合物。纯锡质脆,机械性能差。
铅(Pb)是一种浅青白色软金属,熔点327℃。塑性好。有较高抗氧化性和抗腐蚀性。铅属于对人体有害的重金属,在人体中积蓄能引起铅中毒。纯铅的机械性能也很差。
锡铅合金:锡与铅熔合成合金(即锡铅焊料)后,具有一系列锡和铅不具备的优点。
1、低熔点,各种不同成分的锡铅合金熔点均低于锡和铅的熔点,有利于焊接。图2展示了锡铅不同比例混合后所对应的熔点。
2、机械强度高,合金的各种机械强度均优于纯锡和铅。
3、表面张力小,粘度下降,增大了液态流动性,有利于焊接时形成可靠接头。
4、抗氧化性好,铅具有的抗氧化性优点在合金中继续保持,使焊料在熔化时减少氧化量。
目前,出于人体健康和环保的考虑,已在推广使用无铅焊料。
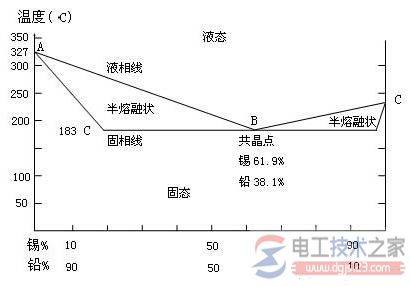
图2 锡铅不同比例混合所对应的熔点
由于金属表面同空气接触后都会生成一层氧化膜,温度越高,氧化越厉害。
这层氧化膜阻止液态焊锡对金属的润湿作用,犹如玻璃上沾上油就会伎水不能浸润一样。
助焊剂就是用于清除氧化膜一种专用化学材料,它不像电弧焊中的焊药那样参与焊接的冶金过程,而仅仅起清除氧化膜的作用。
不要企图用焊剂除掉焊件上各种污物。
(1)助焊剂的三大作用
(a)除去氧化膜。其实质是助焊剂中的氯化物、酸类同氧化物发生还原反应,从而除去氧化膜。反应后的生成物变成悬浮的渣,漂浮在焊料表面。
(b)防止氧化。液态的焊锡及加热的焊件金属都容易与空气中的氧接触而氧化。助焊剂在熔化后,漂浮在焊料表面,形成隔离层,因而防止了焊接面的氧化。
(c)减小表面张力,增加焊锡流动性,有助于焊锡浸润。
(2)对助焊剂助要求
(a)熔点应低于焊料。只有这样才能发挥助焊剂的作用。
(b)表面张力、粘度、比重应小于焊料。
(c)残渣应容易清除。焊剂都带有酸性,而且残渣影响外观。
(d)不能腐蚀母材。焊剂酸性太强,在除去氧化层的同时,也会腐蚀金属,造成危害。
(e)不产生有害气体和刺激性气味。
(3)助焊剂的分类及应用
助焊剂分类如图3。无机焊剂活性最强,常温下即能除去金属表面的氧化膜。
但这种强腐蚀作用很容易损伤金属及焊点,电子焊接中是不用的。
这种焊剂用机油乳化后,制成一种膏状物质,俗称焊油。虽然活性很强,焊后可用溶剂清洗。
一般用于金属板等容易清洗的焊件,除非特别准许,一般电子焊接中不允许使用这类焊剂。
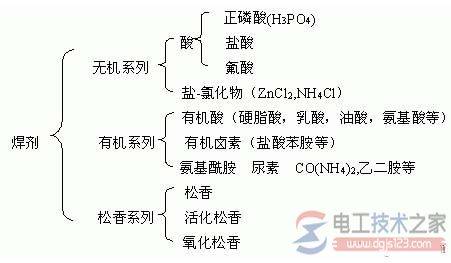
图3 助焊剂分类
有机焊剂的活性次于氯化物,有较好助焊作用,但也有一定腐蚀性,残渣不易清理,且挥发物对操作者有害。
松香的主要成分是松香酸和松脂酸酐。在常温下几乎没有任何化学活力,呈中性而当加热到熔化时,表观为酸性。
可与金属氧化膜发生化学反应,变成化合物而悬浮在液态焊锡表面,这也起到焊锡表面不被氧化的作用。
同时还能降低液态焊锡表面张力,增加它的流动性。焊接完毕恢复常温后,松香又变成稳定的固体.无腐蚀,绝缘性强。
经常使用松香溶于酒精制成的“松香水”。松香同酒精的比例一般以1:3为宜,也可根据使用经验增减,但不宜过浓,否则使用时流动性能差。
在松香水中加入活化剂,如三乙醇胺,可增加它的活性。不过在一般手工焊中并非必要,只是在浸焊或波峰焊的情况下才使用。
注意:松香反复加热后会产生碳化(发黑)而失效,因此发黑的松香是不起作用的。
现在出现一种新型焊剂——氢化松香,它由松脂中提炼而成。常温下性能比普通松香稳定,加热后酸价高于普通松香,因而具有更强的助焊作用。