有关导线接头的焊接方法,针对较细的铜导线接头与较粗的铜导线接头,其焊接方法是不一样的,这里总结了铜导线接头的锡焊法,以及铝导线接头的焊接方法,供大家学习参考。
铜导线接头的锡焊
1、较细的铜导线接头
用大功率(例如 150W)电烙铁进行焊接,在焊接前,先清除铜芯线接头部位的氧化层和黏污物。
为了增加连接可靠性和机械强度,可将待连接的两根芯线先行绞合,再涂上无酸助焊剂,用电烙铁蘸焊锡进行焊接即可,如下图:
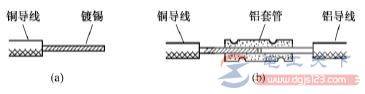
图1,用电烙铁蘸焊锡进行焊接
焊接中应使焊锡充分熔融渗入导线接头缝隙中,焊接完成的接点应牢固光滑。
2、较粗的铜导线接头用浇焊法连接
导线截面在16mm2以上的,一般归为较粗的铜导线接头。
浇焊前同样应先清除铜芯线接头部位的氧化层和黏污物,涂上无酸助焊剂,并将线头绞合。将焊锡放在化锡锅内加热熔化,当熔化的焊锡表面呈磷黄色说明锡液已达符合要求的高温,即可进行浇焊。
浇焊时将导线接头置于化锡锅上方,用耐高温勺子盛上锡液从导线接头上面浇下,如下图:
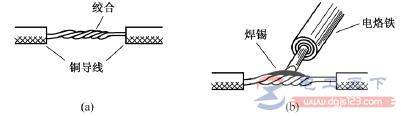
图2,用浇焊法连接
刚开始浇焊时因导线接头温度 较低,锡液在接头部位不会很好渗入,应反复浇焊,直至完全焊牢为止。浇焊的接头表面也应光洁平滑。
铝导线接头的焊接
铝导线接头的焊接一般采用电阻焊或气焊。
1、电阻焊
是指用低电压大电流通过铝导线的连接处,利用其接触电阻产生的高温高热将导线的铝芯线熔接在一起。
电阻焊应使用特殊 的降压变压器(1kVA、初级220V、次级6~12V),配以专用焊钳和碳棒电极,如下图:
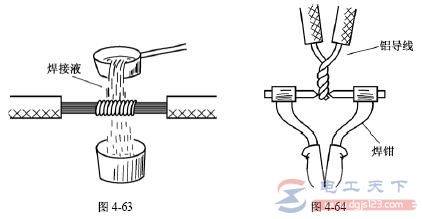
图3,电阻焊
2、气焊
气焊是指利用气焊枪的高温火焰,将铝芯线的连接点加热,使待连接的铝芯线相互熔融连接。气焊前应将待连接的铝芯线绞合,或用铝丝或铁丝绑扎固定,如图4-65所示。
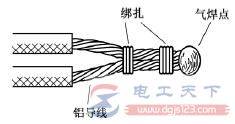
图4,气焊
以上就是铜导线接头的锡焊,以及铝导线接头的焊接方法,希望对大家有所帮助。