电子元器件的焊接工艺与避免虚焊的技术要点
焊接电路和元器件,焊接的质量对制作的质量影响极大,通过本节学习下电子元件的焊接技术与动作要点。
①焊前处理。
焊接前,应对元器件端子或电路板的焊接部位进行焊接处理,一般有“刮”、“镀”、“测”三个步骤。
“刮”就是在焊接前做好焊接部位的清洁工作,一般采用的工具是小刀和细砂纸。对于集成电路的端子,焊前一般不做清洁处理,但应保证端子清洁。对于自制的印制电路板,应首先用细砂纸将铜箔表面擦亮,并清理印制电路板上的污垢,再涂上松香酒精溶液或助焊剂后,方可使用。对于镀金银的合金引出线,不能把镀层刮掉,可用橡皮擦去表面脏物。
“镀”就是在元器件刮净的部位镀锡,具体做法是蘸松香酒精溶液涂在元器件刮净的部位,再将带锡的热烙铁头压在元器件上,并转动元器件,使其均匀地镀上一层很薄的锡层。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。
“刮”完的元器件引线上应立即涂上少量的助焊剂,然后用电烙铁在引线上镀一层很薄的锡层,避免其表面重新氧化,以提高元器件的可焊性。
“测”就是在“镀”之后,利用万用表检测所有镀锡的元器件质量是否可靠,若有质量不可靠或已损坏的元器件,应用同规格元器件替换。
②焊接操作步骤。
作好焊前处理之后,就可正式进行焊接了。
焊接时要注意不同的焊接对象,其需要的电烙铁工作温度也不相同。
判断烙铁头的温度时,可将电烙铁碰触松香,若碰触时有“吱吱”的声音,则说明温度合适;若没有声音,仅能使松香勉强熔化,则说明温度低;若烙铁头一碰上松香就大量冒烟,则说明温度太高。
一般来讲,焊接的步骤主要有以下三步。
a.烙铁头上先熔化少量的焊锡和松香,将烙铁头和焊锡丝同时对准焊点。
b.在烙铁头上的助焊剂尚未挥发完时,将烙铁头和焊锡丝同时接触焊点,开始熔化焊锡。
c.当焊锡浸润整个焊点后,再同时移开烙铁头和焊锡丝。
焊接过程的时间一般以2~3s为宜,焊接集成电路时,要严格控制焊料和助焊剂的用量。为了避免因电烙铁绝缘不良或内部发热器对外壳的感应电压损坏集成电路,实际应用中常采用拔下电烙铁的电源插头趁热焊接的方法。
③虚焊与焊接质量。
焊接时,应保证每个焊点焊接牢固、接触良好。合格焊点如图1(a)、图1(d)所示,其锡点光亮,圆滑而无毛刺,锡量适中,锡和被焊物融合牢固,没有虚焊和假焊。
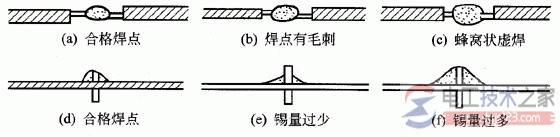
图1 焊点质量示意图
虚焊就是虚假的焊接,是指焊点处只有少量锡,表面上好像焊住了,但实际上并没有焊上,造成接触不良,时通时断,有时用手一拔,引线就可以从焊点中拔出。由这种虚焊点引起的故障时有时无,不易查找。
避免虚焊的五点注意事项:
a.保证金属表面清洁。
若焊件或焊点表面有锈渍、污垢或氧化物,应在焊接之前用刀刮或砂纸打磨,直至露出光亮金属,才能给焊件或焊点表面镀上锡。
b.掌握温度。
为了使温度适当,应根据元器仵大小选用功率合适的电烙铁,并注意掌握加热时间。若用功率小的电烙铁去焊接大型元器件或在金属底板上焊接地线,易形成虚焊。
烙铁头带着焊锡压在焊接处加热被焊物时,如有焊锡从烙铁头上自动散落到被焊物上,则说明加热时间已够,此时迅速移开烙铁头,被焊处留下-个圆滑的焊点。若移开电烙铁后,被焊处一点焊锡没留或留下很少,则说明加热时间太短、温度不够或被焊物太脏;若移开电烙铁前,焊锡就往下流,则表明加热时间太长,温度过高。
c.上锡适量。
根据焊件或焊点的大小来决定电烙铁蘸取的锡量。锡的蘸取量以使焊锡足够包裹住被焊物,形成一个大小合适且圆滑的焊点为宜。若-次上锡不够,可再补上,但需待前次上的锡一同被熔化后再移开电烙铁。
d.选用合适的助焊剂。
助焊剂的作用是提高焊料的流动性,防止焊接面氧化,起到助焊和保护作用。焊接电子元器件时,应尽量避免使用焊锡膏。比较好的助焊剂是松香制成的松香酒精溶液,焊接时,在被焊处滴上一点即可。
e.先镀后焊。
对于不易焊接的材料,应采用先镀后焊的方法。
例如,对于不易焊接的铝质零件,可先给其表面镀上一层铜或者银,然后再进行焊接。
具体做法:先将一些CuSO4(硫酸铜)或AgNO3(石肖酸银)加水配制成浓度为20%左右的溶液。再把吸有上述溶液的棉球置于用细砂纸打磨光滑的铝件上面,也可将铝件直接浸于溶液中。
由于溶液里的铜离子或银离子与铝发生置换反应,大约2Omin后,在铝件表面便会析出一层薄薄的金属铜或者银。用海绵将铝件上的溶液吸干净,置于灯下烘烤至表面完全干燥。完成以上工作后,在其上涂上有松香的酒精溶液,便可直接焊接。
注意,该法同样适用于铁件及某些不易焊接的合金。溶液用后应盖好并置于阴凉处保存。
当溶液浓度随着使用次数的增加而不断下降时,应重新配制。溶液具有一定的腐蚀性,应尽量避免与皮肤或其他物品接触。